Рулевое устройство
Для восстановления баллера на судоремонтных предприятиях используется автоматическая наплавка под слоем флюса.
На рис.8.2 представлена схема установки для автоматической наплавки под слоем флюса крупногабаритных деталей. Деталь закрепляется в центрах станка или патроне и центре и получает вращение с определённой скоростью от шпинделя. На суппорте станка монтируется устройство для подачи сварочной проволоки и бункер с флюсом.
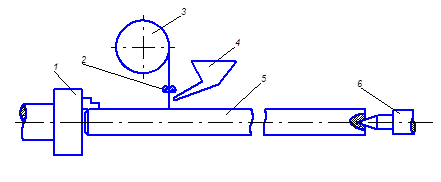
Рис.8.3. Схема установки для автоматической наплавки детали:
1 - патрон станка;
2 - подающий механизм;
3 - катушка с проволокой;
4 - бункер для флюса;
5 - деталь;
6 - задний центр.
Расплавление металла детали и сварочной проволоки осуществляется за счёт тепла электрической дуги, возникающей между деталью и проволокой. Режим наплавки: ток 120 - 300А, напряжение 25 – 28В.
Проволока поступает в зону горения дуги с заданной скоростью за счет подающего механизма, а флюс – самотеком.
Суппорт станка перемещается относительно детали с определенной скоростью, и наплавка поверхности детали осуществляется по винтовой линии.
Основное время наплавки для цилиндрических деталей определяется на основании следующей зависимости :
t0 = П d l s p / I ![]() н , ч
н , ч
где d – диаметр детали, мм; l – длина наплавки, мм; s – толщина слоя, мм; p – плотность метала, г/ мм3. Полуавтоматическая наплавка осуществляется, в среде защитных газов. В качестве защитного газа используют углекислоту или аргон. При наплавке в среде защитных газов обеспечивается хорошая видимость зоны горения дуги. В качестве материала для наплавки широко используется электродная проволока и лента. Одним из недостатков наплавки в среде защитных газов является сравнительно большая ( 15% ) потеря металла за счет разбрызгивания.
При ремонте деталей наплавкой, наряду с восстановлением изношенной поверхности до номинальных размеров, целесообразно обеспечить её упрочнение, т.е. повышение износостойкости, а в отдельных случаях – и усталостной прочности, что приводит к увеличению срока службы деталей.
Износостойкость деталей, восстанавливаемых наплавкой под флюсом, обеспечивают легированием наносимого металла или введением во флюс специальных присадок, при использовании других способов наплавок упрочнение достигается применением специальных материалов или металлических порошков.
Процесс восстановления деталей наплавкой является более производительным по сравнению с другими методами и зависит от способа наплавки. Электродуговая наплавка в среде защитных газов имеет производительность выше, чем автоматическая наплавка под слоем флюса. Ещё более высокой производительностью обладают плазменный и лазерный способы за счёт использования мощных источников тепла.
При наплавке изменяется структура основного металла, возникают большие остаточные напряжения, что может приводить к деформации ремонтируемых деталей. Это обстоятельство является существенным недостатком метода восстановления, ограничивающим его использование для ремонта деталей небольших размеров.
Наибольшей глубиной проплавления обладает автоматическая наплавка под слоем флюса. Поэтому область её использования - восстановление крупногабаритных деталей с износом более 2 мм( валов линии валопровода, баллеров рулей и т.д.).
Во время автоматической наплавки на поверхность детали за один проход наносят достаточно толстые слои металла, при этом обеспечиваются стабильные качества и производительность процесса.
Навигация
- Главная
- Проектирование автомобильной дороги
- Структура и функции амортизаторов
- Техническая эксплуатация автомобилей
- Гидравлические системы автомобилей
- Общее устройство коробки передач автомобиля
- Содержание дорог в зимний период
- Транспорт