План технологического процесса
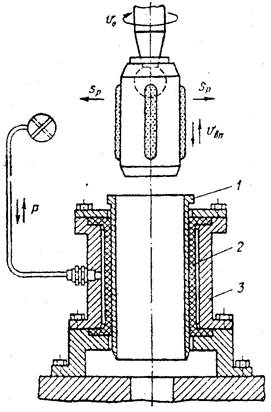
Рис.4. Схема приспособления для крепления гильзы при хонинговании: 1 - гильза; 2 - диафрагма; 3 - корпус; VO - окружная скорость хонингования; VP - давление сжатия брусков; VВП - скорость возвратно-поступательного движения; Р - давление воздуха Самая подробная информация ДПТ-016Е04-06-10 0/0 3-Х здесь.
Длина хода хонинговальной головки должна быть такой, чтобы выход (пробег) брусков за края цилиндра был равен 1/3 их длины. При меньшем, ходе наблюдается бочкообразность гильзы, а при большем - корсетность. Длину брусков принимают равной половине высоты гильзы. Число брусков в хонинговальной головке должно быть таким, чтобы общая ширина их была не менее 20% длины окружности обрабатываемой гильзы.
Хонингование ведут в режимах: окружная скорость - 60 .80 м/мин; возвратно - поступательная скорость - 15 - 25 м/мин; давление на бруски - 0,5 .1,0 МПа.
Черновое хонингование производят брусками КЗ1ОСТ1К или алмазными брусками АС6М1 стопроцентной концентрации с содержанием алмазов в бруске 3,5 карата. При черновом хонинговании снимают основную долю припуска (0,1 .0,12 мм на диаметр) и исправляют погрешность геометрической формы отверстия (овальность, конусность и др.) после растачивания. В качестве СОЖ (состав охлаждающей жидкости) применяют керосин или смесь из 90% керосина и 10% индустриального масла, кроме охлаждения производится удаление абразивных частиц, возникающих в результате процесса хонингования. Припуск на получистовое хонингование 0,03 .0,04 мм.
Получистовое хонингование.
Для обеспечения требуемой шероховатости поверхности проводят вторую операцию хонингования брусками КЗМ 20СМ1К или алмазными брусками АСМ 20М1 стопроцентной концентрации. Давление на бруски 0,4 .0,6 МПа. После обработки шероховатость поверхности Ra = 0,4 мкм. Припуск на чистовое хонингование 0,01 - 0,03 мм.
Подрезка бурта.
Изношенный торец опорного бурта подрезают до выведения следов износа перед последующей операцией хонингования, на токарно-винторезном станке.
Чистовое хонингование.
При третьей операции хонингования окончательно убирают припуск на обработку и сверяясь с показаниями приборов активного контроля добиваются наименьшего ремонтного размера гильзы. Давление на бруски 0,3 .0,5 МПа. После обработки шероховатость поверхности Ra = 0,2 .0,16 мкм.
Контроль ОТК.
После механической обработки гильзы очищают и моют затем контролируют в соответствии с техническими требованиями и сортируют на размерные группы по диаметру внутренней поверхности.
Качество гильз проверяют по следующим признакам: диаметру посадочного пояска (верхнего и нижнего); внутреннему диаметру; шероховатости внутренней рабочей поверхности. Консервация и упаковка.
Если гильзы цилиндров не отправляются на рабочее место сборки шатунно-поршневой группы то их отправляют на пункт консервации, где гильзы маркируются. Маркируют гильзу заглавной русской буквой в соответствии с размерной группой, при этом перед буквой ставится цифра соответствующая ремонтному размеру, например: 2А, 2Б, 2В и т.д. Обычно обозначение размерной группы указывается на торце гильзы, у некоторых "мокрых" гильз ставят резиновое клеймо на внешней стороне в специально подготовленную плоскость, в виде образующей диаметра.
При необходимости длительного хранения гильзы упаковываются в вощённую бумагу и сдаются на склад запасных частей, где оформляется Акт приёма - передачи в двух экземплярах, один из которых остаётся на складе.
Данная схема технологического процесса является типовой и наиболее экономически эффективной при восстановлении гильз цилиндров до ремонтного размера. По данной схеме составляется маршрутная карта по ГОСТ 3.1122 - 84, которая корректируется с учётом оборудования, станков, приспособлений и технических условий ремонта на предприятии.
Восстановление гильз цилиндров вышедших, за ремонтный размер.
На авторемонтных заводах восстанавливают гильзы цилиндров, вышедшие за ремонтный размер в основном по технологии постановки ДРД (дополнительной ремонтной детали).
Навигация
- Главная
- Проектирование автомобильной дороги
- Структура и функции амортизаторов
- Техническая эксплуатация автомобилей
- Гидравлические системы автомобилей
- Общее устройство коробки передач автомобиля
- Содержание дорог в зимний период
- Транспорт