Схема технологического процесса
1) Правка (поз.№3)
2) Токарная (поз.№2)
3) Сварочно-наплавочная (поз.№1,2)
4) Токарная (поз.№1,2)
5) Разметочная (поз.№1,2)
6) Вертикально-сверлильная (поз.№1)
7) Прошивка (поз.№2)
8) Слесарная (поз.№1,2)
Расчёт и выбор режимов обработки, нормирование технологического процесса Ремонтные составы для заделки трещин в бетоне ремонтная смесь для бетона.
Операция 005: Вертикально-сверлильная
переход 1: высверлить отверстие до Ǿ 6 мм
глубина резания t = 0,5D=0,5.3=1,5мм
подача S = 0,66 мм/об
скорость резания
![]() ,
,
где
![]()

![]() - коэффициент, учитывающий конкретные условия обработки, материал и форму резца.
- коэффициент, учитывающий конкретные условия обработки, материал и форму резца.
Т = 60 мин– период стойкости резца
![]()
- сила резания ![]() , где
, где
![]() поправочный коэффициент
поправочный коэффициент

![]()
крутящий момент
![]()
, где ![]() - диаметр детали
- диаметр детали
частота вращения ![]()
- мощность, затрачиваемая на резание ![]()
![]() величина врезания и выхода сверла, мм
величина врезания и выхода сверла, мм
D –диаметр сверла
Разработка технологического процесса сборки узла
Анализ конструкции.
Гидравлический лопастной насос гидроусилителя рулевого управления
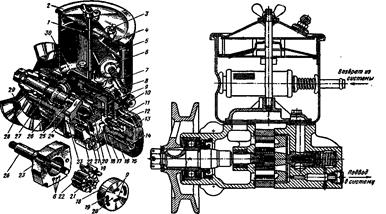
Устройство и действие лопастного насоса гидроусилителя.
Наибольшее применение в гидравлических усилителях получил насос лопастного типа двойного действия. Его конструкция для автомобилей различных марок, снабженных гидроусилителями, в основном унифицирована и отличается лишь некоторыми незначительными изменениями. Ниже рассматривается устройство и действие лопастного насоса производства ЗИЛ.
В корпусе 24 (рис. 329) насоса, отлитом из чугуна, установлен на шариковом 28 и игольчатом 25 подшипниках вал 26, • на наружном конце которого закреплен на шпонке гайкой приводной шкив 29. Вал уплотнен в корпусе сальником 27. На шлицах внутреннего конца вала закреплен ротор 21, изготовленный из стали. В радиальные пазы ротора свободно вставлены стальные лопасти 22 (10 шт.). Ротор с лопастями расположен внутри статора 23, который вместе с распределительным диском 18 и чугунной крышкой 16 крепится к корпусу болтами. Положение статора с распределительным диском относительно корпуса фиксируется двумя установочными шпильками.
Статор уплотнен между корпусом и крышкой резиновыми кольцевыми прокладками.
Сверху на корпусе и крышке установлен на прокладке и закреплен болтами стальной штампованный бачок / вместе с направляющим коллектором 30. В бачке сверху установлен заливной сетчатый фильтр 4 и бачок закрыт крышкой 2. Между крышкой и корпусом установлена прокладка. Крышка надевается на шпильку, ввернутую в коллектор, и с помощью барашка притягивается к корпусу. Полость бачка сообщается с атмосферой через сапун 3, расположенный на крышке. Через канал коллектора 30 полость бачка сообщается с полостью корпуса 24 и каналом крышки 16, в которой установлены перепускной 10 и предохранительный 12 клапаны с пружинами. Сбоку в бачок вварен штуцер 7 сливного маслопровода, на внутреннем конце которого расположен сливной сетчатый фильтр 5. Фильтр снабжен тарельчатым предохранительным клапаном 6 с пружиной, пропускающим масло из сливного штуцера в бачок, минуя фильтр в случае его сильного загрязнения. К штуцеру присоединяется сливной маслопровод (гибкий шланг) распределителя управления гидроусилителем.
Навигация
- Главная
- Проектирование автомобильной дороги
- Структура и функции амортизаторов
- Техническая эксплуатация автомобилей
- Гидравлические системы автомобилей
- Общее устройство коробки передач автомобиля
- Содержание дорог в зимний период
- Транспорт