Технология ремонта валопровода
Трещины, возникшие на валах во время эксплуатации, создают значительную концентрацию напряжений, и является недопустимыми дефектами. Их устраняют механическим способом или заваркой. Отдельные незначительные трещины на цилиндрической части вала или в шпоночных пазах удаляют, вырубая металл в районе трещины и разделывая вырубленные места для обеспечения плавных переходов к прилегающим поверхностям вала. При многочисленных поверхностных трещинах выполняют обтачивание участка вала в районе трещин при условии сохранения его прочностных размеров и обеспечивая плавный переход от меньшего диаметра проточки к остальной поверхности вала.
В отдельных случаях, если глубина трещин не превышает 5 % и длина - не более 10 % диаметра вала, их устраняют с помощью сварки. Перед заваркой металл в районе трещины тщательно вырубают до полного ее удаления.
Погибь валов, полученную в период эксплуатации судна, устраняют правкой. На судоремонтных предприятиях применяют следующие методы правки валов: в холодном состоянии за счет наклепа; в холодном состоянии наклепом, с выгибом в сторону, обратную вогнутости; местным нагревом с последующим отжигом; круговым местным нагревом и применением механических усилий.
Правка валов в холодном состоянии наклепом может применятся для валов при содержании углерода в материале не более 0,45 %, суммарного количества легирующих присадок не более 2,5 %, при стреле прогиба до 0,5 мм на 1 м вала. Вал устанавливают на токарном станке на двух люнетах, размечают место на вогнутой части вала и при помощи чекана наклепывают поверхность вала в этом месте. Под действием созданных напряжений происходит правка вала. Правка считается законченной, если биение вала не превышает 0,08 мм.
Правку валов в холодном состоянии с выгибом их в сторону, обратную деформации, а также правку местным нагревом с последующим отжигом производят в тех случаях, когда напряжения в материале вала не превышают предел текучести материала вала более чем на 15 %. При больших деформациях (напряжениях) валы правят круговым нагревом с последующим приложением механических усилий.
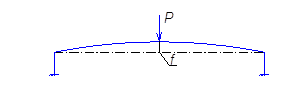
Рис 6.3 Правка вала.
Возможность правки вала этим способом определяют следующим образом. Прогиб ft вала, при котором в нем начинают возникать пластические деформации, определяют зависимостью
ft=![]()
где ![]() - предел текучести материала вала, МПа;
- предел текучести материала вала, МПа;
W – момент сопротивления сечения вала, м3;
L – расстояние между опорами, м;
E – модуль упругости материала, МПа;
I – момент инерции сечения вала, м4. По измеренной стреле f прогиба вала рассчитывают напряжения изгиба по формуле
![]() f / WL2
f / WL2
Полученные расчетом напряжения изгиба сравнивают с пределом текучести материала и, если их значение не превышает предел текучести материала более чем на 15 %, то можно применить правку вала по второму способу. Для этого деформированный вал устанавливают на токарном станке или в приспособлении. Гидравлическим домкратом в месте максимальной погиби вал выгибают в сторону вогнутости на значение f1 определяемое расчетом
Навигация
- Главная
- Проектирование автомобильной дороги
- Структура и функции амортизаторов
- Техническая эксплуатация автомобилей
- Гидравлические системы автомобилей
- Общее устройство коробки передач автомобиля
- Содержание дорог в зимний период
- Транспорт